

ספינינג cnc
סחר טוויית מתכות הוא מקצוע שראשיתו בימי קדם. המיומנות הייתה בשימוש עוד בעידן המצרי הקדום כאשר טוויית מתכת הוגבלה למתכות רכות שסווכו על ידי כוח אנושי על מחרטות פרימיטיביות. הטכניקה ראתה התקדמות משמעותית עם הופעת כוח ההידרו והקיטור באירופה ובצפון אמריקה במאה ה-19, ועד תחילת המאה ה-20 המנוע החשמלי סיפק את הכוח הנדרש ויכולת פנייה במהירות גבוהה. אומני טוויית מתכת יכלו כעת ליצור חלקי עבודה איכותיים מפליז, נחושת, אלומיניום, ואפילו נירוסטה ופלדה מגולגלת קרה.
באופן מסורתי, טווית מתכת נקשרה בעיקר לייצור בנפח נמוך, בעיקר בשל הדרישה למפעילים אנושיים מיומנים במיוחד במקצוע עם עקומת למידה תלולה למדי. בעוד שתהליך חריטת המתכת והגדרות המכונות והכלים שלו הם בסיסיים למדי, פיתוח תיאום עין היד הנדרש עשוי לכלול תקופה ארוכה יחסית של התלמדות לפני שליטה במיומנות.שחר העידן הדיגיטלי בייצור הקידם את טווית המתכת באופן שהופך אותו לחסכוני הן עבור אב טיפוס והן לייצור נפח.
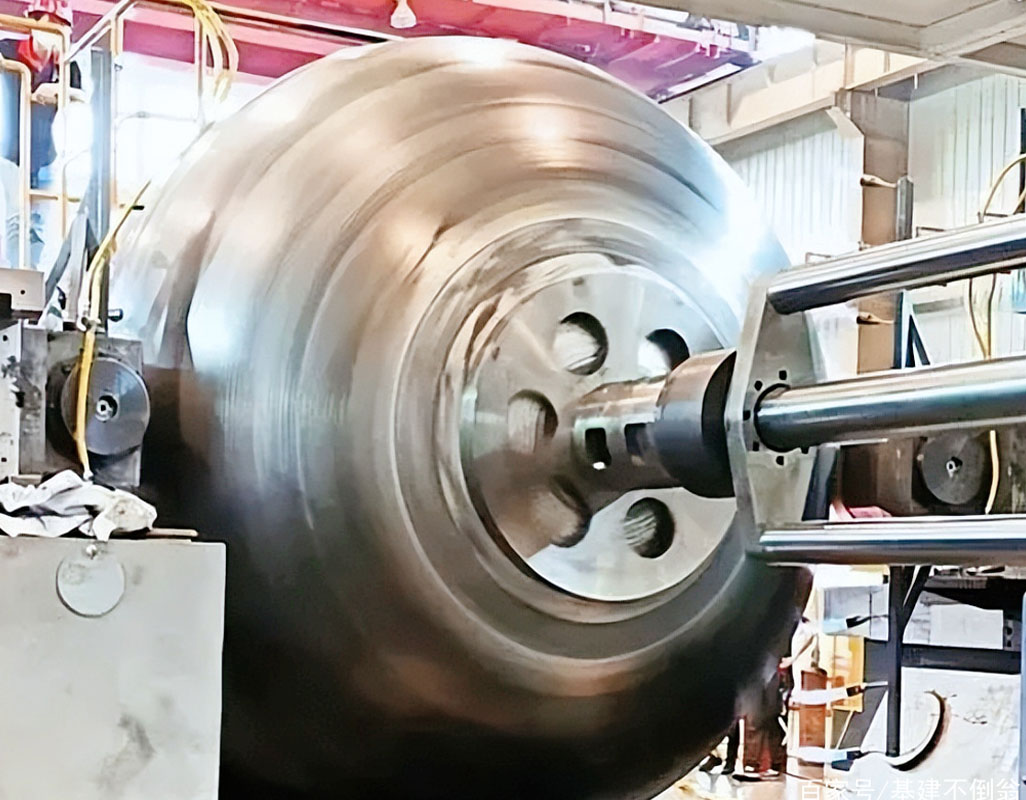
ספינינג מתכת, או יצירת ספין, הוא תהליך עיבוד מתכת ההופך חומר ריק עגול שטוח או בצורת דיסק לצורות עגולות סימטריות בציר. זה מושג על ידי הפעלת כוח לרוחב על ידי גלגלת הממוקמת על פני השטח של ריק הדיסק ומדרל שמסתובב על צירו במהירות גבוהה. המדרל משמש כתמיכה לחומר העבודה ונותן לו את צורתו הסופית.
תהליך טווית המתכת מעוות יריעת מתכת עגולה כך שהיא משיגה צורות שונות מבלי להסיר חומר מחומר העבודה. במהלך הסיבוב, ריק הדיסק עובר כוחות מתיחה ולחיצה בזמן שהוא עטוף על המדרל. בהתאם לסוג טוויית המתכת בשימוש, עובי יריעת המתכת המקורית עשוי להיות מופחת, שהוא מאפיין שנשלט בצורה מדויקת כדי להבטיח שהמתכת המעובדת תגיע למפרט הרצוי.
CNC טוויה ואוטומציה מתכת היום ב-BE-CU.com
מכונות CNC ומכונות ספין אוטומטיות הופכות חלקים בסובלנות, החורגת אפילו מהתהליכים הידניים המיומנים ביותר. ב-BE-CU.COM, הוספנו רובוטים אוטומטיים לקו הייצור שלנו CNC כדי לשפר את הדיוק בהזמנות בקנה מידה גדול עם זמני האספקה המהירים ביותר. זרועות הרובוט החדישות שלנו מאפשרות חיסכון של 18% בזמני מחזור למשימות פריקה תוך הבטחה שלמוצרים שלנו אין פגמים. מ-0.25 אינץ' ועד 150 אינץ' בקטרים בפלדה, אלומיניום, נירוסטה, נחושת ופליז. בין אם נדרש אב-טיפוס קצר של עופרת או ייצור בקנה מידה גדול, ליכולות ספינינג המתכת המותאם אישית המגוונות שלנו יש מגוון רחב של יישומים בתעשיות ובשווקים, כולל:
- מעמדי תצוגה בהתאמה אישית
- שואבי אבק תעשייתיים
- בסיסי מעמד לדגל
- אביזרים לקמין
- ייצור צלחות לווין
- חַקלָאִי
- כדים הלוויה
- תאורה מסחרית ותעשייתית
- סגירות מיסבים
- קירוי מסחרי ותעשייתי
- זיהום אוויר ואוורור
- תאורת שירות מזון
- יַמִי
- רכב
- יוֹתֵר
מאז 1995, אנו מגישים ספינינגים ייחודיים בצורת מתכת מראשי טנקים עד חצאי כדור, ולאלפי רעיונות. עם האפשרויות כל כך אינסופיות לספינינג, למה שלא תנסה אותנו על הרעיון הגדול או הקטן הבא שלך. BE-CU.com מספקת גם מוצרים לפי הזמנה וגם מוצרים במלאי כולל משפכים, כיפות, המיספרות, כוסות, צילינדרים ומכסים. יש לנו גם שירותים משניים שיכולים להשלים את רוב המוצרים. למידע על זמן אספקה, אנא שלח דוא"ל למחלקת המכירות שלנו בכתובת [email protected].
היכולות שלנו לשירות ספינינג מתכת אב-טיפוס
מכונות הסחיטה החדישות שלנו מאפשרות לנו להציע מערך של תהליכי טוויה של אב-טיפוס, כולל אך לא רק אילגון, הטבעה, ציפוי, שחרור, ליטוש, ריתוך והסרת שומנים, הברגה, הקשה, כרסום חוטים ועוד. בעזרת הציוד המתקדם שלנו, אנו מבטיחים תוצאות מדויקות ומדויקות לאורך כל תהליך הספינינג, ומספקים אבות טיפוס איכותיים התואמים את המפרט המדויק שלך.





צורות אופייניות שניתן לסובב
טוויית מתכת משמשת לריצות ייצור בנפח נמוך או בינוני עבור חלקים סימטריים קונצנטריים, כאשר העלות של הדפסי הטבעת מתכת היא עצומה. כאשר הנפח של צורות מסתובבות מתכת עולה מעל רמה מסוימת, משתמשים בהטבעת מתכת מכיוון שקצב הייצור גבוה יותר עם הטבעת מתכת ופחות יקר.
כמה צורות מתכת הן כל כך ייחודיות שלא ניתן לייצר אותן באמצעות הטבעת מתכת ואפשר לייצר אותן בצורה הטובה ביותר באמצעות טוויית מתכת.זה הופך את טווית מתכת מותאמת אישית לאופציה חסכונית מאוד עבור חלקי מתכת מעוגלים ומוצרים בתעשיות ברחבי הלוח. ב-BE-CU.com, פעולות מחרטות היד וה-CNC שלנו משרתות כעת תעשיות כולל:
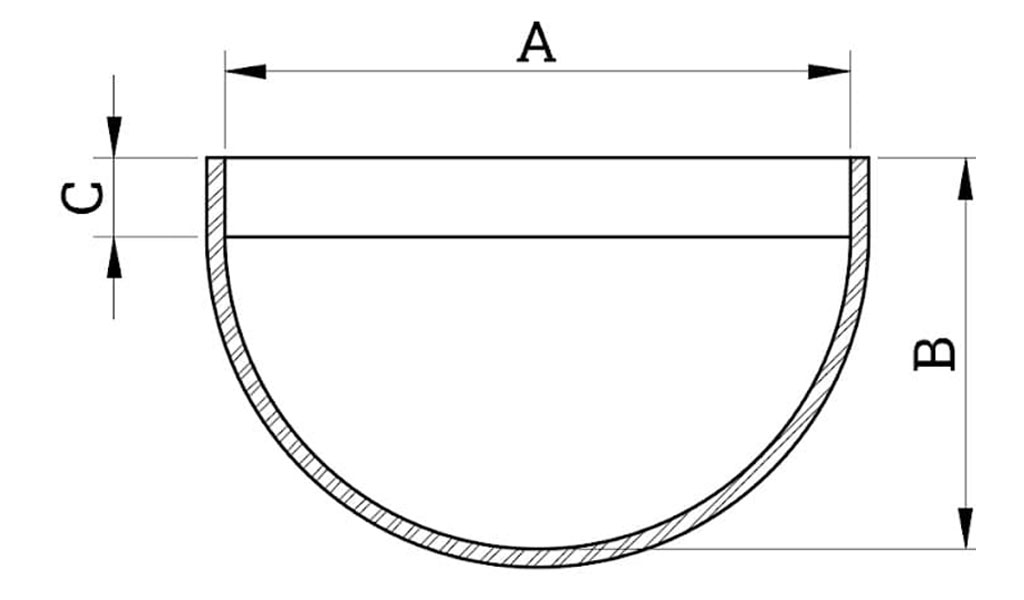
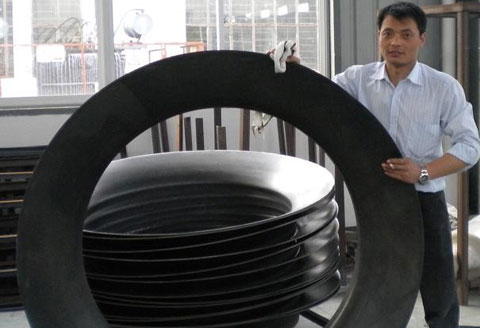
חצאי כדור
ניתן להשתמש בהמיספרות מתכת עבור גופי תאורה, מחזירי אור, קערות ערבוב, צלחות לווין, ראשי מיכלים, כיסויים, כובעים וכיפות ומגיעות בקיר ישר וללא עיצובי קיר ישרים. הם עשויים מפלדה מגולגלת קרה, פלדות אל חלד בדרגות 304 ו-316, אלומיניום, נחושת ופליז.
קונוסים
משפכים, הופרים ותליוני קונוסים.
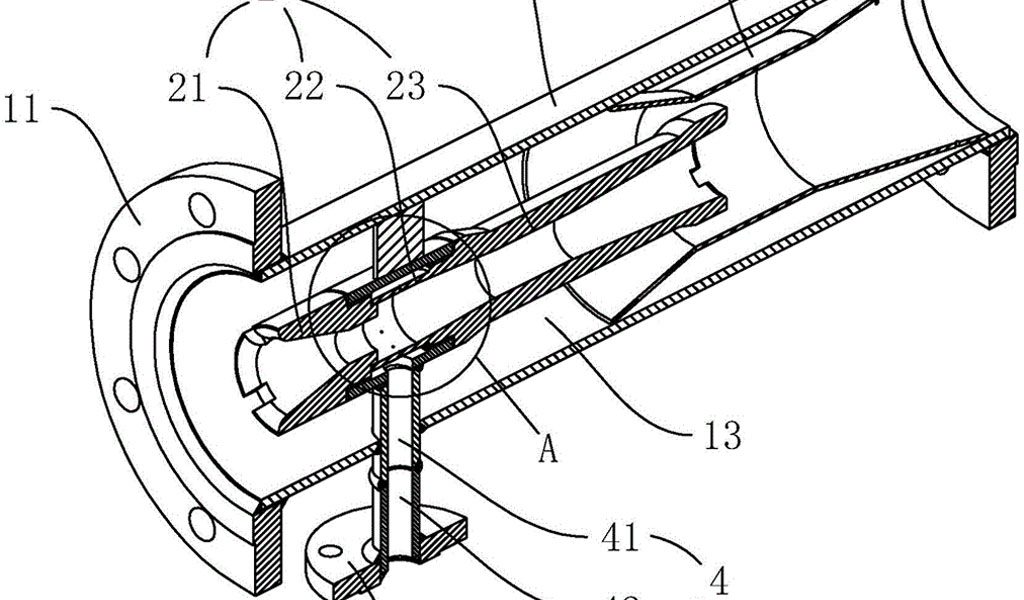
ונטורי
צינורות ונטורי עבור קולטי אבק, מאווררים, מפוחים ומקרצפים.

פָּרַבּוֹלָה
פעמונים, מחזירי אנטנה, צלחות לווין, גופי תאורה ובסיסים לעמודים ומעמדים.
צילינדרים
צינורות, קונכיות מכלים ומיכלים, בלוני גז ופחיות.
מכסים ובסיסים של הופר
מכסים ובסיסים של הופר מסובבים ביד לחלוקת סוגים שונים של חומרים. הם עשויים מאלומיניום באיכות גבוהה המסובב וגזוז לפי מפרט הלקוח. במקרים מסוימים, נדרש עיבוד משני כגון הוספת חורים וחריצים.
ראשי טנקים
ספינינג מתכת הוא אחד מתהליכי הייצור המשמשים ליצירת ראשי מיכלים עבור מכלי לחץ, מיכלי אחסון וציוד תהליך אחר. מכיוון שכלי שיט נתונים לרוב ללחצים גבוהים ולסביבות קשות, היצרנים רוצים לייצר ראשי מיכל חלקים, עמידים וחזקים יותר; ניתן להשיג זאת על ידי ספינינג מתכת. עם זאת, טווית מתכת של ראשי מיכל דורשת שליטה מדויקת יותר על התהליך שכן התקנות מסדירות את מידותיו, חוזקו והרכבו. הצורות הנפוצות של ראשי מיכל הן:
- מאוגן בלבד
- מנות בלבד
- מאוגן ומכוסה
- חצי כדורי
- כתר גבוה
- טוריספרי
- 2:1 חצי אליפטי
מתכות בשימוש בסביבת מתכת
טווית מתכת יכולה להתבצע על כל סוג של מתכת. אם ניתן ליצור מתכת על ידי הטבעת מתכת, ניתן לעבד אותה על ידי ספינינג מתכת. במקרים מסוימים, מתכות שלא ניתן ליצור על ידי הטבעה מעובדות על ידי טוויית מתכת. מחרטות לסוויית מתכת פועלות ב-15000 psi, מה שהופך את ספינינג המתכת למסוגל לעוות כל מתכת למעט פלדת פחמן ופלדת כלי עבודה.
אֲלוּמִינְיוּם
אלומיניום הוא מתכת בשפע שיש לה יחס חוזק למשקל גבוה, משיכות וגמישות; תכונות אלו הופכות אותו לאידיאלי עבור ספינינג מתכת. זהו חומר המתכת הפופולרי ביותר. יש לו עמידות גבוהה בפני קורוזיה וכימיקלים ויציבות תרמית גבוהה. אלומיניום הוא חלופה חסכונית וקלת משקל לפלדה.
סגסוגות אלומיניום המשמשות בצורה הטובה ביותר לסוויית מתכת הן 1100, 2024, 3003, 5052, 6061 ו-7075.
דוגמאות לחלקי אלומיניום מסתובבים הם כלי בישול, כלי מטבח, תופים, משפכים, חלקים דקורטיביים, רכיבים למכשירים אלקטרוניים, מכשירי חשמל ורהיטים.



פְּלָדָה
פלדה היא סגסוגת של ברזל, פחמן ותוספים יסודיים אחרים. תכונות הפלדה ויכולת העבודה שלה במהלך טווית מתכת תלויים בהרכבה ובתהליך הייצור שלה.



נירוסטה
נירוסטה היא סוג של פלדה המכילה מינימום של 10.5% כרום ותוספים אחרים כגון ניקל, מוליבדן ומנגן. זה ידוע בעמידות הכימית והקורוזיה המצוינת שלו. יש לו חוזק גבוה, קשיחות וקשיחות וכל התכונות הללו נשמרות בלחצים וטמפרטורות גבוהות.



פלדת פחמן
פלדת פחמן היא סוג של פלדה המורכבת בעיקר מברזל ופחמן. תכולת הפחמן נמוכה מ-2%. תכולת הפחמן הופכת את פלדת הפחמן לחזקה וקשיחה יותר, אך היא גם הופכת אותה לקשה יותר ושבירה ופחות גמישה וגמישה. תכולת הפחמן המוגברת מפחיתה גם את העמידות בפני קורוזיה ועמידות הכימית שלו. למרות זאת, פלדת פחמן משמשת חלופה חסכונית.
דרגות פלדת הפחמן הן פלדה דלת פחמן או פלדה עדינה (פחות מ-3% פחמן), פלדת פחמן בינונית (0.3 – 0.6% פחמן) ופלדת פחמן גבוהה (יותר מ-0.6%).
תהליך הייצור של ריק הפלדה משפיע גם על יכולת העבודה שלו במהלך ספינינג מתכת. פלדה מגולגלת חמה נטחנת בטמפרטורות גבוהות מאוד, טמפרטורות גבוהות מטמפרטורת ההתגבשות שלה. מצד שני, פלדה מגולגלת קרה מגולגלת בטמפרטורת החדר. פלדה מגולגלת חמה היא יותר רקיעה, גמישה וגמישה מפלדה מגולגלת קרה. עם זאת, גלגול חם של פלדה נוטה להתחמצנות, מה שגורם להפחתת החוזק. עם זאת, שני הסוגים מתאימים לטוויית מתכת.
כל סוגי הפלדה מתאימים ליישומים כבדים. חלקי פלדה ספוגים נמצאים בשימוש נפוץ בתעשיות הרכב, הבנייה, הייצור והתעופה והחלל. פלדה היא חומר בנייה פופולרי עבור מיכלי לחץ, מיכלים וציוד עיבוד.



פְּלִיז
פליז הוא סגסוגת נחושת-אבץ. יש לו מוליכות תרמית וחשמלית גבוהה ועמידות טובה בפני קורוזיה, חיידקים ועמידות ביולוגית המיוחסת לתכולת הנחושת שלו. יש לו מראה מושך, עם צבע צהבהב עד אדמדם עמום, מה שהופך אותו מתאים למטרות דקורטיביות.
לפליז יש גמישות וגמישות טובים. כאשר הוא נוצר על ידי ספינינג מתכת, הוא מציג יכולת עבודה מצוינת. דוגמאות לחלקי פליז מסובבים הם כלי נגינה, צינורות ואביזרים, רכיבים מבניים, רהיטים ומכשירים אלקטרוניים.



נְחוֹשֶׁת
נחושת הייתה אחת המתכות הראשונות שסובב והמסורת נמשכת ב-BE-CU.COM. כיצרנית מובילה של חלקי נחושת ספוגים, BE-CU.COM מסוגלת לענות על כל השאלות שלך בנוגע לטוויית מתכת נחושת. נחושת היא המתכת המושלמת לסחיטה מכיוון שהיא מאוד גמישה וגמישה; כלומר נחושת עמידה בפני שבירה או פיצוח במהלך תהליך טווית המתכת. ביישומים ותעשיות רבות, נעשה שימוש בנחושת בשל תכונות המוליכות שלה הן של חום והן של חשמל או על היכולות האנטי-מיקרוביאליות והאנטי-ביו-ביטוציה שלה. אבל כיום נחושת משמשת בעיקר במתכת כי היא יפה.



בְּרוֹנזָה
ברונזה היא סגסוגת של נחושת, בדיל (יסוד הסגסוג העיקרי שלה), מנגן וזרחן. הוא נבדל במראה החום הצהבהב המושך שלו. יש לו חוזק וקשיחות גבוהים יותר מאשר פליז. זה שוקל יותר מפליז ונירוסטה. יש לו תכונות אחרות של פליז המיוחסות לנחושת. יש לו גם יכולת ריתוך טובה.
חלקי ברונזה ספוגים עמידים ובעלי חוזק גבוה יותר; דוגמאות כוללות פסלים, כלי נגינה, גביעים, חלקי מנוע ורכיבים מבניים. עם זאת, יש לו גמישות קשה ונמוכה יותר מאשר פליז.
האסטלוי
Hastelloy היא סגסוגת של ניקל, כרום ומוליבדן. סוג מיוחד זה של סגסוגת פופולרי בזכות ההתנגדות הכימית, החמצון והקורוזיה המצוינת שלו. חלקי Hastelloy ספויים נמצאים בשימוש נרחב כראשי מיכלים למיכלי לחץ בבתי זיקוק של נפט ונפט, תחנות כוח ואתרי ייצור כימיקלים וכרכיבים לציוד רכב וחלל. להסטלוי חוזק וקשיחות גבוהים והוא נשמר בטמפרטורות ולחצים גבוהים.
טִיטָן
טיטניום היא מתכת בעלת יחס חוזק למשקל גבוה ועמידות כימית וקורוזיה. הוא קל משקל, רך וגמיש, מה שהופך אותו למתאים גם לסביבת מתכת. עם זאת, טיטניום הוא יקר מאוד והוא מסתובב בתדירות נמוכה יותר מאשר מתכות אחרות.
סוגי ספינינג מתכת
ספינינג מסווג כיצירת משיכה דחיסה בגלל הלחצים הרדיאליים, המתיחה והדחיסה המשפיעים על זרימת המתכת באזור גליל העבודה המקומי ובאזורים סמוכים. מתחי מתיחה נוצרים כאשר הגלגלת נוגעת בחומר העבודה ועולה עם הגדלת הזנת הגלגלת הצירית כדי ליצור תזוזה נפחית במישור רדיאלי לציר.
מכיוון שנפח המתכת יורד קרוב יותר למרכז, מתפתחים מתחי לחיצה בין הנפחים. מתחים אלו אחראים לעלייה בעובי בקצה הפתוח ולפוטנציאל של התכווצות והתקמטות. ניתן לפצות על כך על ידי כיוון ההזנה.
ספינינג מתכת קונבנציונלי
בספינינג קונבנציונלי, הרולר דוחף את חומר העבודה על קו המתאר של הציר. עובי החומר של חומר העבודה נשאר קבוע לאורך כל התהליך. לאחר היווצרות, עומק חומר העבודה גדל בעוד הקוטר שלו מצטמצם. זה נחשב לסוג הפשוט ביותר של טוויית מתכת ודורש כלי עבודה ומכונות פשוטים יותר.
גזירה מסתובבת
בסיבוב גזירה, הגלילים מפעילים כוח כלפי מטה על חומר העבודה כאשר הוא נע על קו המתאר של הציר. עובי החומר של החלק המוגמר קטן מזה של צורתו הריקה המקורית, אך הקוטר שלו נשאר קבוע. גם עומק חומר העבודה גדל. מכיוון שיש כוחות דחיסה גדולים יותר הפועלים על חומר העבודה, התכונות המכניות שלו (למשל, חוזק וקשיות מוגברים) משופרים גם הם.
סיבוב גזירה דורש תכנון כלי עבודה חזק יותר ובקרת עיבוד מדוייקת מכיוון שהכל משפיע על דיוק הממדים וגימור פני השטח של החלק. זה מעניק יותר חיכוך על חומר העבודה ובלאי לדופן. דרוש נוזל קירור מכיוון שתהליך זה מייצר חום רב.
חוק הסינוס
עובי החומר המתקבל בתהליך ספינינג גזירה נקבע תיאורטית על ידי חוק הסינוס. על פי חוק הסינוס, העובי הסופי של החלק שווה ערך לעובי המקורי של יריעת המתכת השטוחה כפול הסינוס של זווית חצי הקודקוד של החרוט. זה ישים רק אם לחלק יש פרופיל חרוטי שנוצר על ידי סיבוב גזירה אחת. המתכת הלא מעוצבת בניצב לציר המסתובב תשמור על העובי המקורי שלה.
ספינינג חם
בטוויה חמה מביאים את טמפרטורת חומר העבודה לטמפרטורת הפרזול בעזרת לפיד חימום. לפיד החימום מופנה אל חומר העבודה בזמן שהוא נלחץ על המדרל. טכניקת טוויה חמה משמשת אם לחומר יש גמישות וגמישות נמוכה או אם יריעת המתכת עבה מדי ולכן קשה לעיוות בטמפרטורת החדר. ספינינג המבוצע בטמפרטורת החדר (סביבון קר) מתאים לכל סוג מתכת.
מכיוון שחומר העבודה מעוות במצבו הפלסטי, הסחיטה החמה גורמת לכמויות גדולות של עיוות ומבנה הגרגירים מתעדן גם כן, וכתוצאה מכך שיפור בתכונות הפיזיקליות כגון חוזק מוגבר. עם זאת, המתכת המחוממת מתחמצנת במהירות. התהליך הכולל קשה לשליטה והוא יקר יותר.
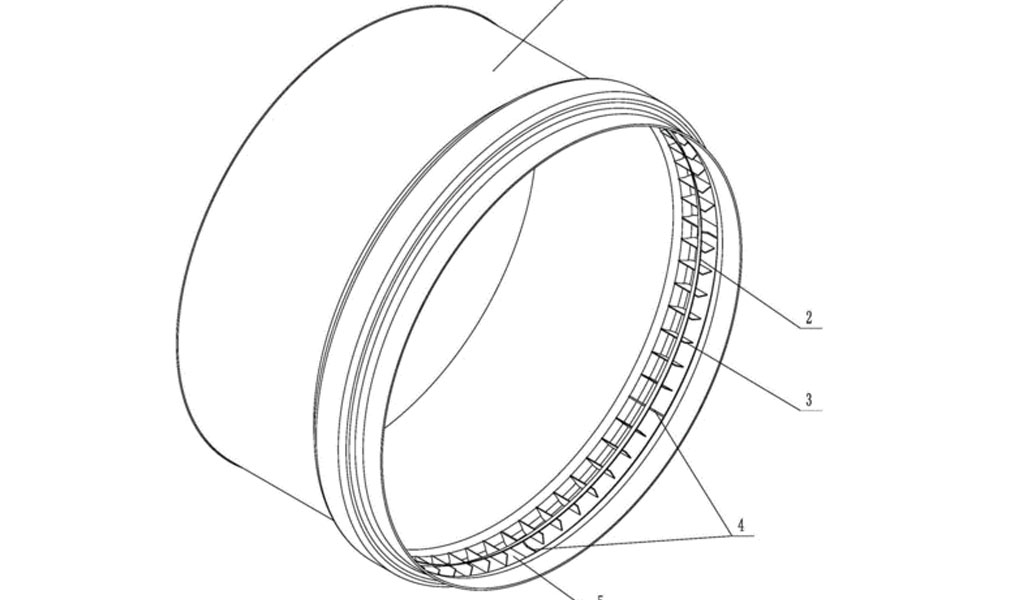
ספינינג צינור
ספינינג צינורות הוא צורה של ספינינג גזירה המשמשת להארכה ולהקטנת עובי הדופן של צינורות גליליים חלולים. תחילה מרכיבים את הצינור ומהדקים במדרל. ציור הצינור לאורך המדרל מתבצע על ידי שלושה או יותר גלילים הממוקמים במרחק שווה סביב הצינור. כיוון הזרימה הצירית של החומר דומה לכיוון תנועת הגליל.
ניתן לבצע סיבוב צינורות חיצונית או פנימית בציר. בסיבוב צינור חיצוני, הצינור נמתח על פני השטח החיצוניים של המדרל. בסיבוב צינור פנימי, הצינור מסובב ומתוח בתוך ציר חלול.
ניתן להשתמש בסיבוב צינורות בייצור צינורות בעלי קטרים מרובים אם עובי הדופן אינו מעורר דאגה. כמו ספינינג גזירה, זה דורש עיצוב כלי עבודה מורכב יותר, וזה גם משפר את התכונות המכניות של הצינור.
התאמות
ייתכן שיהיה צורך להתאים את העובי והגימור של חומר העבודה על ידי שינוי הסל"ד, הצורה והקוטר של הרולר, לחץ, זווית התקפה ועל ידי שינוי הזנות. ניתן לבצע מעבר שני כאשר יש צורך להקטין את הקוטר החיצוני ליד קצה חומר העבודה.
התאמת קצה חומר העבודה יכולה להיות קשה מכיוון שהיא עלולה ליצור קצה שצריך לקצץ או קצה חד כתער. יש להשלים בזהירות את ביצוע ההתאמות. בכל פעם שהגלגלת עוברת על החומר, היא הופכת שבירה וקשה יותר ונובעת מהכלי.
ניתן לצוואר ולהרחיב גם עם ספינינג מתכת. הצוואר מתייחס למיתון ההדרגתי של הקוטר בקטע מסוים של החלק. הרחבה מתייחסת להגדלת הקוטר בקטע מסוים של החלק.
התהליכים הפוסט-תהליכים לטוויית מתכת הם הקצעה וזיזום. הקצעה היא שלב גימור בסביבת מתכת המבוצעת כדי להסיר קמטים או כל סימן שהותיר הכלי בחלק המוגמר. בשלב זה, כלי הקצעה מפעיל כוח על חומר העבודה תוך שהוא מסתובב בסל"ד איטי יותר. חיתוך הוא חיתוך של כל חומר עודף שנמצא בקצה החלק המוגמר.
יתרונות וחסרונות של ספינינג מתכת
היתרונות של תהליך טווית המתכת הם כדלקמן:
- לחלקים מסובבים יש אמינות רבה יותר. ספינינג מתכת מייצר חלקים ללא תפרים שהם עמידים מספיק כדי לעמוד בלחצים פנימיים גבוהים וכוחות חיצוניים. התפרים הם נקודות תורפה בחלקים מוגמרים; הם מפחיתים כוח ושלמות. טוויה מתכת גם מעדן את מבנה הגרגירים של המתכת; זה מביא לשיפור בתכונות מכניות כגון חוזק מתיחה, קשיחות וקשיות מוגברת. יתרון זה מאפשר לחומר קל יותר לעמוד באותו לחץ או עומס חיצוני עבור יישום בו נדרש חומר קל משקל וכבד.
- לטוויית מתכת יש כלי עבודה פשוטים יותר, קלים יותר לתחזוקה וחסכוניים יותר מאשר תהליכי הטבעה, יציקה, חישול ותהליכי הידרופורמינג. ניתן להשתמש בכלי עבודה רך וזול עבור דרישות ייצור נמוכות או ייצור חד פעמי. עם זאת, ייצור בקנה מידה גדול דורש כלי עבודה קשיחים וקשיחים יותר. כלי עבודה לתהליך טווית המתכת לוקח פחות זמן הגדרה.
- ביצוע שינויים קלים בחלק הסופי הוא הרבה יותר קל ומתבצע במהירות עם ספינינג מתכת, במיוחד אם השינוי הוא הקטנת גודל החלק. זה דורש רק התאמה של כלי העבודה. ביצוע שינויים בחלק הסופי הוא יקר בתהליכי עיבוד מתכת ויציקה אחרים.
- טווית מתכת מייצרת כמויות קטנות יותר יחסית של פסולת חומר.
החסרונות והמגבלות של תהליך טווית המתכת הם כדלקמן:
- לטוויית מתכת זמני עיבוד ארוכים יותר מאשר תהליכי יצירה ויציקה אחרים. זה בדרך כלל מוגבל לדרישות ייצור קטנות עד בינוניות. ייצור בקנה מידה גדול גוזל יותר זמן.
- קשה לשמור על עקביות חלק. בפעולות ידניות, עקביות ואיכות חלק תלויות ברמת המיומנות של המפעיל.
- טווית מתכת מוגבלת לייצור של צורות סימטריות צירית כגון קונוסים, פרבולות והמיספרות.
- לטוויית מתכת יש מקום קטן לטעויות במהלך הייצור. ברגע שנגרמים פגמים (למשל, סדקים, שקעים) בחומר העבודה, קשה לתקן כיוון שאיכות ואמינות חלקים הם הוצאה. לכן יש לגרוט חלקים פגומים.
- ישנם הרבה סיכונים בטיחותיים הקשורים לסחרור ידני עקב חלקים הנעים במהירות. ודא שחומר העבודה מהודק היטב בין עמוד הזנב לבין הציר לפני סיבובו, מכיוון שחומר העבודה עלול להיזרק במהלך הפעולה. יש לתרגל נוכחות נפשית חזקה גם במהלך הפעולה.
מַסְקָנָה
- טוויית מתכת היא תהליך עיבוד מתכת הכולל הפעלת כוח על ידי רולר על מנת שחומר העבודה, המסתובב במהירויות גבוהות, יתאים לקו המתאר של הציר. טווית מתכת הופכת יריעת מתכת שטוחה או מעוצבת מראש לדמות סימטרית צירית.
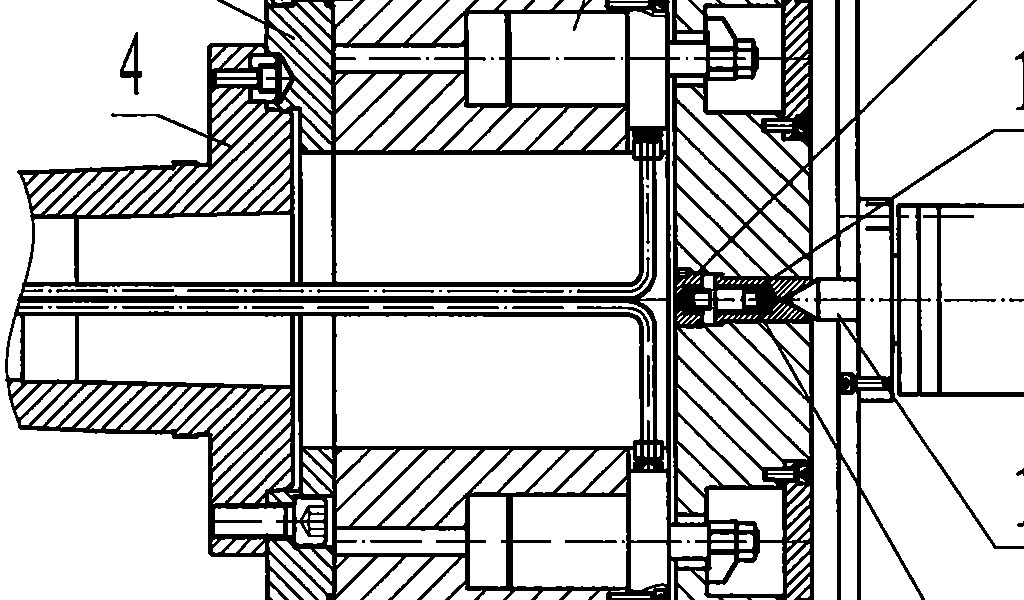
- מכונת מחרטה מותאמת לתהליך טווית המתכת. המרכיבים של מחרטת מתכת מסתובבת הם המדרל, רולר, עמוד זנב, עמוד ראש, ציר, ועוקב.
- טווית מתכת קונבנציונלית מגדילה את עומק חומר העבודה תוך שמירה על עובי החומר שלו קבוע.
- בסביבת גזירה, עובי החומר של חומר העבודה מצטמצם תוך שמירה על קוטר קבוע. גם עומק חומר העבודה גדל.
- ספינינג חם משמש לחומרים שקשה לעיוות בטמפרטורת החדר. הוא משמש כאשר לחומר יש גמישות וגמישות נמוכה.
- ספינינג מרובה מעברים משמש בעת ייצור חלקים עם עיצובים חדים ומורכבים. זה גם מבטיח עובי אחיד.
- ספינינג צינורות הוא סוג של ספינינג גזירה, אשר מאריך צינורות חלולים וגליליים.
- חומרים אידיאליים לתהליך טווית המתכת הם מתכות הניתנות לעיוות על גבי ציר ומחרטה או שניתן להטבעת מתכת. מתכות שנוצרות בדרך כלל על ידי טווית מתכת הן אלומיניום, פלדה, פליז, ברונזה, Hastelloy וטיטניום.
- ספינינג מתכת מתמחה ביצירת חצאי כדור, קונוסים, גלילים, פרבולות, וונטורי. זהו תהליך ייצור אידיאלי לבניית ראשי טנקים.
- חלקים מסובבים הם חלקים; זה עושה אותם עמידים. טווית מתכת גם משפרת את התכונות המכניות של המתכת על ידי עידון מבנה הגרגירים שלה.



